
Echipa de Separări Izotopice și Compuși Marcați dezvoltă cercetări teoretice și experimentale legate de procesele fizico-chimice de separare a izotopilor stabili ușori și de obținere a unor compuși marcați izotopic organici și anorganici.
Cercetările vizează
- Modelarea comportamentului coloanelor de separare prin distilare criogenică a izotopilor carbonului, oxigenului și argonului
- Obținerea de date experimentale privind funcționarea coloanelor de separare izotopică în diverse regimuri de lucru
- Proiectarea, construcția și experimentarea unor coloane de separare și automatizarea proceselor de separare izotopică
- Obținerea de compuși marcați cu izotopi stabili ușori pentru utilizarea în cercetări din domenii precum fizică, biologie, medicină, chimie, farmacologie.
Șef echipă
Dr. József Zsolt SZÜCS-BALÁZS – Inginer de dezvoltare tehnologică II
Domeniu de expertiză: Procese de separare, Separarea izotopilor, Fenomene de transport, Ingineria sistemelor de proces, Marcare izotopică personalizată, Cataliză și inginerie de reacție, Criogenie
Membri echipă
Dr. Codruţa VARODI – Cercetător științific II
Domeniu de expertiză: Electrochimie aplicată, Electrozi modificați, Separări izotopice, Analize gaz cromatografice, Analize izotopice, Chimie analitică, Chimie fizică
Dr. ing. Ancuţa BALLA – Cercetător științific III
Domeniu de expertiză: Chimie Anorganică, Chimie Fizică, Separări izotopice, Cataliză
Dr. ing. Cristina MARCU – Cercetător științific III
Domeniu de expertiză: Separări izotopice prin schimb chimic, Chimie fizică, Schimb chimic
Ing. Ştefan BUGEAC – Inginer de dezvoltare tehnologică III
Domeniu de expertiză: Inginerie industrială, Tehnologii de fabricare, Sisteme multi-fază, Criogenie, Mecanică experimentală, Tehnologia vidului, Proiectări construcții speciale, Procesare și evaluare date experimentale
Dr. Claudia LAR – Cercetător științific
Domeniu de expertiză: Chimie organică, Chimie supramoleculară, Chimie anorganică
Drd. Ing. Stelian RADU – Inginer de dezvoltare tehnologică
Domeniu de expertiză: Procese de separare isotopică, Criogenie
Răzvan BOT – Tehnician
István CSETE – Tehnician
Cristinel OPREA – Tehnician
Orlando PĂTRAŞ – Tehnician
 Titlu: The Production of the Isotope 15N by Isotopic Exchange in Nitrox System at Pressure
Titlu: The Production of the Isotope 15N by Isotopic Exchange in Nitrox System at Pressure
Journal: Rev. Chim. (Bucharest) 70, 5, p.1530-1533 (2019)
Autori: Damian Axente, Ștefan Bugeac, Ștefan Gergely, Mihai Gligan, Cristina Marcu, Zsolt Szücs, Codruţa Varodi
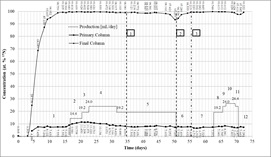
The operation of 15N production plant at pressure of 0.7 +/- 0.05 bar in stable conditions at total reflux and in production is demonstrated. The 10M HNO3 flows used in the primary column were 6.6 L/h and 6.0 L/h, 47, respectively 33% higher than that of atmospheric pressure (4.5 L/h) and corresponding flow rates of the same column were 3.12 mL/cm2 ∙ min, respectively 2.83 mL/cm2 ∙ min for operation at pressure, compared to 2.12 mL/cm2 ∙ min at atmospheric pressure. The 10M HNO3 flows used in the final column were 324 mL/ h and 264 mL/h, 62, respectively 32 % higher than that of the atmospheric pressure (200 mL/h) and flow rates of that column were: 3.05 mL/cm2 ∙ min, respectively 2.49 mL/cm2 ∙ min, compared to 1.86 mL/cm2∙ min for atmospheric pressure operation (Fig. 1). The HETP values are lower for both separation columns operated at pressure and higher 10M HNO3 flow rates, that being an argument in the favour of operation the 15N production plant by isotopic exchange in Nitrox system at pressure. The nitrogen enriched in 15N losses in the waste sulphuric acid, evacuated at the bottom of product refluxer stage II, were : 5.18 -10.58 ppm of feeding with 10M HNO3 of the plant. Any losses of nitrogen enriched in 15N represent an additional uncontrolled production, which diminishes the production of 15N plant. In the case of operation at pressure the flows of H 15NO3 extracted as plant product are higher than those corresponding to atmospheric pressure because the nitric acid solution is chemically equilibrated with nitrogen oxides at the operation pressure and temperature. At a pressure of 1 atm. in the 15N production plant the nitrogen content of nitric acid solution would be 10.919M instead of 10M.
 Titlu: Method and installation for sulfur dioxide and oxygen recycling on the 15N production plant by isotopic exchange in the system (NO, NO2)(g) – HNO3(s)
Titlu: Method and installation for sulfur dioxide and oxygen recycling on the 15N production plant by isotopic exchange in the system (NO, NO2)(g) – HNO3(s)
Autori: Axente Damian, Balla Ancuţa Carmen, Marcu Mariana Cristina, Gergely Ștefan
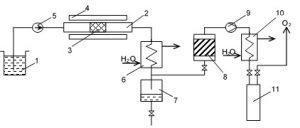
The invention refers to a method and installation for recycling of sulfur dioxide and oxygen in the plant for 15N production by isotopic exchange in the nitrogen oxides in gaseous phase and nitric acid solution (Nitrox). The method, according to the invention, consists in: the concentration of the sulfuric acid, waste of the separation plant, to 96 – 98% by distillation, decomposition at 320oC into sulfur trioxide and water vapors, which pass by a catalytic bed, where takes place the conversion of sulfur trioxide to sulfur dioxide and oxygen. The gaseous mixture is compressed at 15 atm for sulfur dioxide liquefaction, which is collected and then is recycled in the nitrogen oxides refluxers of the 15N separation plant and the gaseous oxygen, separated from the liquid sulfur dioxide, is recycled in the nitric acid refluxer of the 15N separation plant.
The installation according invention (Fig. 2) consists of: reactor (2) with a catalyst bed (3), an electric furnace (4) for heating the catalyst bed, a tank (1) for sulfuric acid, a metering pump (5), a heat exchanger (6) for water vapors condensation, which is collected in the vessel (7) together the unconverted sulfuric acid, a drying tower (8), a compressor (9), another heat exchanger (10), a pressure cylinder (11) for liquid sulfur dioxide collecting and gaseous oxygen separation.
-
- Dark Side Collaboration – Global Liquid Argon Dark Matter Search Program
- GAPS – Dipartimento di Chimica, Materiali e Ingegneria Chimica “Giulio Natta” at Politecnico di Milano – Group on Advanced Separation Processes & GAS Processing
- Universitatea Tehnică Cluj Napoca